Metodo ky per lingotti di cristallo di zaffiro coltivati




Diagramma dettagliato



Panoramica
A boule di zaffiroè un grande monocristallo di ossido di alluminio (Al₂O₃) cresciuto spontaneamente che funge da materia prima a monte per wafer di zaffiro, finestre ottiche, parti resistenti all'usura e taglio di gemme. ConDurezza Mohs 9, eccellente stabilità termica(punto di fusione ~2050 °C), etrasparenza della banda largadai raggi UV ai raggi infrarossi medi, lo zaffiro è il materiale di riferimento in cui durata, pulizia e qualità ottica devono coesistere.
Forniamo boule di zaffiro incolori e drogate prodotte con metodi di crescita comprovati nel settore, ottimizzati perEpitassia GaN/AlGaN, ottica di precisione, Ecomponenti industriali ad alta affidabilità.
Perché Sapphire Boule da noi
-
La qualità del cristallo prima di tutto:basso stress interno, basso contenuto di bolle/strie, stretto controllo dell'orientamento per il taglio a valle e l'epitassia.
-
Flessibilità del processo:Opzioni di crescita KY/HEM/CZ/Verneuil per bilanciare dimensioni, stress e costi per la tua applicazione.
-
Geometria scalabile:bocce cilindriche, a forma di carota o a blocco con superfici piane personalizzate, trattamenti di semi/estremità e piani di riferimento.
-
Tracciabile e ripetibile:registrazioni di lotti, report metrologici e criteri di accettazione allineati alle vostre specifiche.
Tecnologie di crescita
-
KY (Kyropoulos):Boules di grande diametro e bassa sollecitazione; preferite per wafer epi-grade e ottiche in cui l'uniformità della birifrangenza è importante.
-
HEM (metodo dello scambiatore di calore):Eccellenti gradienti termici e controllo dello stress; ideale per ottiche spesse e materie prime epi di alta qualità.
-
CZ (Czochralski):Forte controllo dell'orientamento e della riproducibilità; ottima scelta per un taglio uniforme e ad alta resa.
-
Verneuil (Fusione di Fiamma):Conveniente, ad alta produttività; adatto per ottica generale, parti meccaniche e preforme di gemme.
Orientamento, geometria e dimensioni dei cristalli
-
Orientamenti standard: piano c (0001), piano a (11-20), piano r (1-102), piano m (10-10); sono disponibili aerei personalizzati.
-
Precisione di orientamento:≤ ±0,1° secondo Laue/XRD (più stretto su richiesta).
-
Forme:bocce cilindriche o a forma di carota, blocchi quadrati/rettangolari e barre.
-
Dimensioni tipiche della busta: Ø30–220 mm, lunghezza 50–400 mm(più grande/più piccolo realizzato su ordinazione).
-
Caratteristiche finali/di riferimento:lavorazione della superficie di base/estremità, piani/tacche di riferimento e fiduciali per l'allineamento a valle.
Proprietà ottiche e dei materiali
-
Composizione:Al₂O₃ monocristallino, purezza della materia prima ≥ 99,99%.
-
Densità:~3,98 g/cm³
-
Durezza:Mohs 9
-
Indice di rifrazione (589 nm): nₒ≈ 1,768,nₑ≈ 1,760 (monoassiale negativo; Δn ≈ 0,008)
-
Finestra di trasmissione: UV a ~5 µm(dipendente dallo spessore e dalle impurità)
-
Conduttività termica (300 K):~25 W·m⁻¹·K⁻¹
-
CTE (20–300 °C):~5–8 × 10⁻⁶ /K (dipendente dall'orientamento)
-
Modulo di Young:~345 GPa
-
Elettrico:Altamente isolante (resistività di volume tipicamente ≥ 10¹⁴ Ω·cm)
Gradi e opzioni
-
Grado di epitassia:Bolle/striature estremamente basse e birifrangenza da stress ridotta al minimo per wafer MOCVD GaN/AlGaN ad alta resa (2–8 pollici e oltre a valle).
-
Grado ottico:Elevata trasmissione interna e omogeneità per finestre, lenti e finestre IR.
-
Grado generale/meccanico:Materia prima durevole e a costi ottimizzati per cristalli, pulsanti, parti soggette a usura e alloggiamenti per orologi.
-
Doping/Colore:
-
Incolore(standard)
Cr:Al₂O₃(rubino),Ti:Al₂O₃(Ti:zaffiro) preforme
Altri cromofori (Fe/Ti) su richiesta
-
Applicazioni
Semiconduttori: substrati per LED GaN, micro-LED, HEMT di potenza, dispositivi RF (materia prima per wafer di zaffiro).
Ottica e fotonica: finestre ad alta temperatura/pressione, finestre IR, finestre per cavità laser, coperture per rilevatori.
Consumatori e dispositivi indossabili: cristalli per orologi, coperture per obiettivi di fotocamere, coperture per sensori di impronte digitali, parti esterne di alta qualità.
Industriale e aerospaziale: ugelli, sedi valvole, anelli di tenuta, finestre di protezione e porte di osservazione.
Crescita laser/cristallina: ospiti Ti:zaffiro e rubino da bocce drogate.
Dati a colpo d'occhio (tipici, per riferimento)
| Parametro | Valore (tipico) |
|---|---|
| Composizione | Al₂O₃ monocristallino (purezza ≥ 99,99%) |
| Orientamento | c / a / r / m (personalizzato su richiesta) |
| Indice a 589 nm | nₒ≈ 1,768,nₑ≈ 1.760 |
| Gamma di trasmissione | ~0,2–5 µm (dipendente dallo spessore) |
| Conduttività termica | ~25 W·m⁻¹·K⁻¹ (300 K) |
| CTE (20–300 °C) | ~5–8 × 10⁻⁶/K |
| Modulo di Young | ~345 GPa |
| Densità | ~3,98 g/cm³ |
| Durezza | Mohs 9 |
| Elettrico | Isolante; resistività di volume ≥ 10¹⁴ Ω·cm |
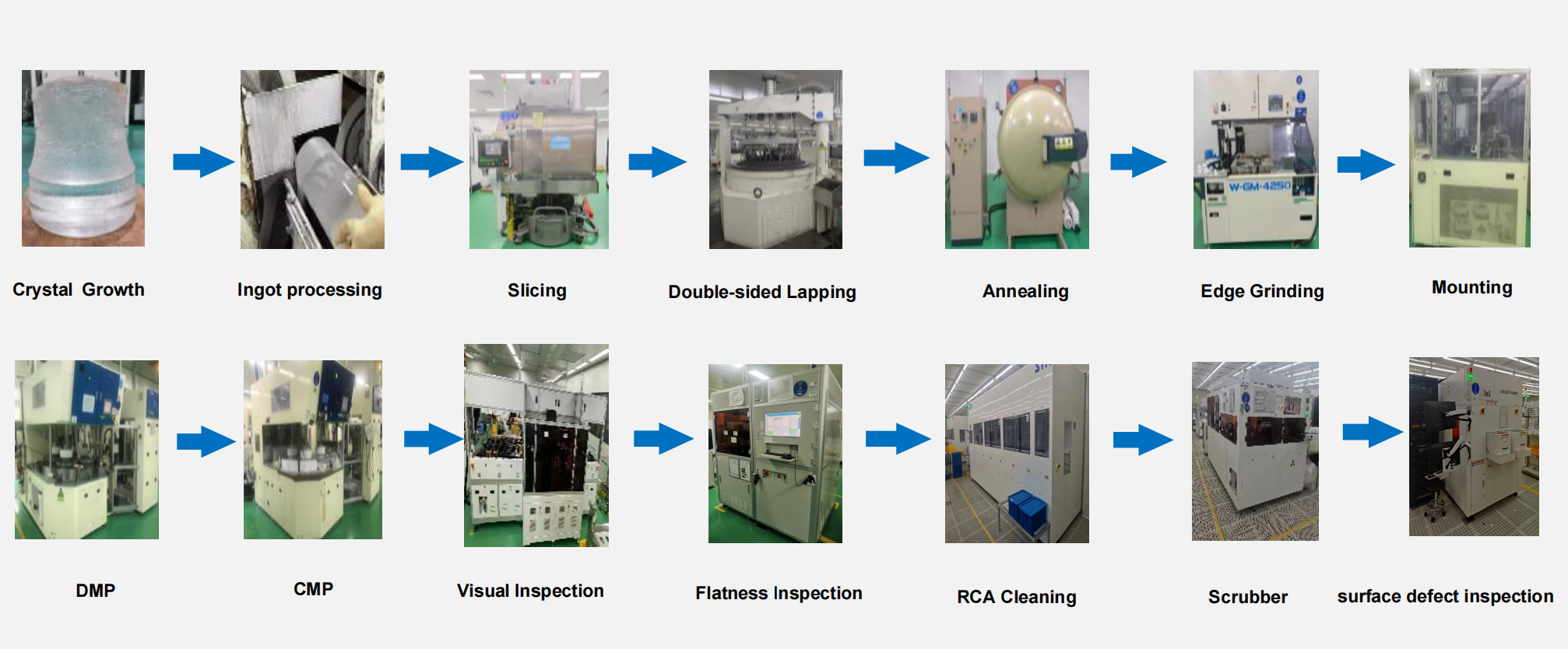
Processo di produzione di wafer di zaffiro
-
Crescita dei cristalli
L'allumina ad alta purezza (Al₂O₃) viene fusa e trasformata in un singolo lingotto di cristallo di zaffiro utilizzando ilKyropoulos (KY) or Czochralski (CZ)metodo. -
Lavorazione dei lingotti
Il lingotto viene lavorato secondo una forma standard: rifilatura, sagomatura del diametro e lavorazione delle superfici terminali. -
Affettare
Il lingotto di zaffiro viene tagliato in sottili cialde utilizzando unsega a filo diamantato. -
Lappatura bilaterale
Entrambi i lati del wafer vengono lappati per rimuovere i segni della sega e ottenere uno spessore uniforme. -
Ricottura
I wafer sono trattati termicamente perrilasciare lo stress internoe migliorare la qualità e la trasparenza dei cristalli. -
Molatura dei bordi
I bordi dei wafer sono smussati per evitare scheggiature e crepe durante la lavorazione successiva. -
Montaggio
I wafer vengono montati su supporti o supporti per la lucidatura e l'ispezione di precisione. -
DMP (lucidatura meccanica bilaterale)
Le superfici dei wafer vengono lucidate meccanicamente per migliorarne la levigatezza. -
CMP (Lucidatura Chimico-Meccanica)
Una fase di lucidatura fine che combina azioni chimiche e meccaniche per creare unsuperficie a specchio. -
Ispezione visiva
Gli operatori o i sistemi automatizzati controllano la presenza di difetti superficiali visibili. -
Ispezione della planarità
Per garantire la precisione dimensionale vengono misurate la planarità e l'uniformità dello spessore. -
Pulizia RCA
La pulizia chimica standard rimuove contaminanti organici, metallici e particolati. -
Pulizia con scrubber
Lo sfregamento meccanico rimuove le particelle microscopiche rimanenti. -
Ispezione dei difetti superficiali
L'ispezione ottica automatizzata rileva microdifetti quali graffi, buchi o contaminazioni.
-
Crescita dei cristalli
L'allumina ad alta purezza (Al₂O₃) viene fusa e trasformata in un singolo lingotto di cristallo di zaffiro utilizzando ilKyropoulos (KY) or Czochralski (CZ)metodo. -
Lavorazione dei lingotti
Il lingotto viene lavorato secondo una forma standard: rifilatura, sagomatura del diametro e lavorazione delle superfici terminali. -
Affettare
Il lingotto di zaffiro viene tagliato in sottili cialde utilizzando unsega a filo diamantato. -
Lappatura bilaterale
Entrambi i lati del wafer vengono lappati per rimuovere i segni della sega e ottenere uno spessore uniforme. -
Ricottura
I wafer sono trattati termicamente perrilasciare lo stress internoe migliorare la qualità e la trasparenza dei cristalli. -
Molatura dei bordi
I bordi dei wafer sono smussati per evitare scheggiature e crepe durante la lavorazione successiva. -
Montaggio
I wafer vengono montati su supporti o supporti per la lucidatura e l'ispezione di precisione. -
DMP (lucidatura meccanica bilaterale)
Le superfici dei wafer vengono lucidate meccanicamente per migliorarne la levigatezza. -
CMP (Lucidatura Chimico-Meccanica)
Una fase di lucidatura fine che combina azioni chimiche e meccaniche per creare unsuperficie a specchio. -
Ispezione visiva
Gli operatori o i sistemi automatizzati controllano la presenza di difetti superficiali visibili. -
Ispezione della planarità
Per garantire la precisione dimensionale vengono misurate la planarità e l'uniformità dello spessore. -
Pulizia RCA
La pulizia chimica standard rimuove contaminanti organici, metallici e particolati. -
Pulizia con scrubber
Lo sfregamento meccanico rimuove le particelle microscopiche rimanenti. -
Ispezione dei difetti superficiali
L'ispezione ottica automatizzata rileva microdifetti quali graffi, buchi o contaminazioni.
Boule di zaffiro (monocristallo Al₂O₃) — FAQ
D1: Cos'è una boule di zaffiro?
A: Un monocristallo di ossido di alluminio (Al₂O₃) non ancora formato. È il "lingotto" utilizzato a monte per realizzare wafer di zaffiro, finestre ottiche e componenti ad alta usura.
D2: Qual è il rapporto tra una boule e le cialde o le finestre?
A: La boule viene orientata → affettata → lappata → lucidata per produrre wafer di grado epi o componenti ottici/meccanici. L'uniformità della boule sorgente influisce notevolmente sulla resa a valle.
D3: Quali metodi di crescita sono disponibili e in cosa differiscono?
A: KY (Kyropoulos)EORLAREresa grande,a basso stressbocce: preferite per l'epitassia e l'ottica di fascia alta.CZ (Czochralski)offre eccellenticontrollo dell'orientamentoe coerenza da lotto a lotto.Verneuil (fusione alla fiamma) is convenienteper ottica generale e preforme di gemme.
D4: Quali orientamenti fornite? Qual è la precisione tipica?
A: piano c (0001), piano a (11-20), piano r (1-102), piano m (10-10)e costumi. Precisione dell'orientamento in genere≤ ±0,1°verificato da Laue/XRD (più restrittivo su richiesta).
Cristalli di qualità ottica con gestione interna responsabile degli scarti
Tutte le nostre boule di zaffiro sono realizzate secondogrado ottico, garantendo elevata trasmissione, elevata omogeneità e basse densità di inclusioni/bolle e dislocazioni per applicazioni ottiche ed elettroniche complesse. Controlliamo l'orientamento dei cristalli e la birifrangenza dal seme alla bolo, con tracciabilità completa del lotto e coerenza tra le diverse fasi di produzione. Dimensioni, orientamenti (piano c, a, r) e tolleranze possono essere personalizzati in base alle vostre esigenze di slicing/lucidatura a valle.
È importante sottolineare che qualsiasi materiale che non rispetti le specifiche èelaborato interamente internamenteAttraverso un flusso di lavoro a ciclo chiuso, smistato, riciclato e smaltito in modo responsabile, per ottenere una qualità affidabile senza oneri di gestione o conformità. Questo approccio riduce i rischi, accorcia i tempi di consegna e supporta i vostri obiettivi di sostenibilità.
| Fascia di peso del lingotto (kg) | 2″ | 4″ | 6″ | 8″ | 12″ | Note |
|---|---|---|---|---|---|---|
| 10–30 | Adatto | Adatto | Limitato/possibile | Non tipico | Non utilizzato | Affettare in piccolo formato; 6″ dipende dal diametro/lunghezza utilizzabile. |
| 30–80 | Adatto | Adatto | Adatto | Limitato/possibile | Non tipico | Ampia utilità; occasionali lotti pilota da 8". |
| 80–150 | Adatto | Adatto | Adatto | Adatto | Non tipico | Buon equilibrio per produzioni da 6 a 8 pollici. |
| 150–250 | Adatto | Adatto | Adatto | Adatto | Limitato/R&S | Supporta prove iniziali da 12″ con specifiche rigorose. |
| 250–300 | Adatto | Adatto | Adatto | Adatto | Limitato/strettamente specificato | Grandi volumi da 8″; tirature selezionate da 12″. |
| >300 | Adatto | Adatto | Adatto | Adatto | Adatto | Scala di frontiera; 12″ realizzabile con rigoroso controllo di uniformità/resa. |

Prodotti correlati
-

Lama personalizzata in zaffiro Al2O3 99,999% trasparente...
-

Substrato in zaffiro da 8 pollici e 200 mm, wafer in zaffiro ...
-

Substrato in carburo di silicio da 2 pollici 6H-N bifacciale...
-

Materiale in zaffiro viola Al2O3 per...
-
Wafer di SiC da 8 pollici di qualità produttiva, substrato di SiC 4H-N...
-

Zaffiro monocristallino traslucido ad elevata durezza...